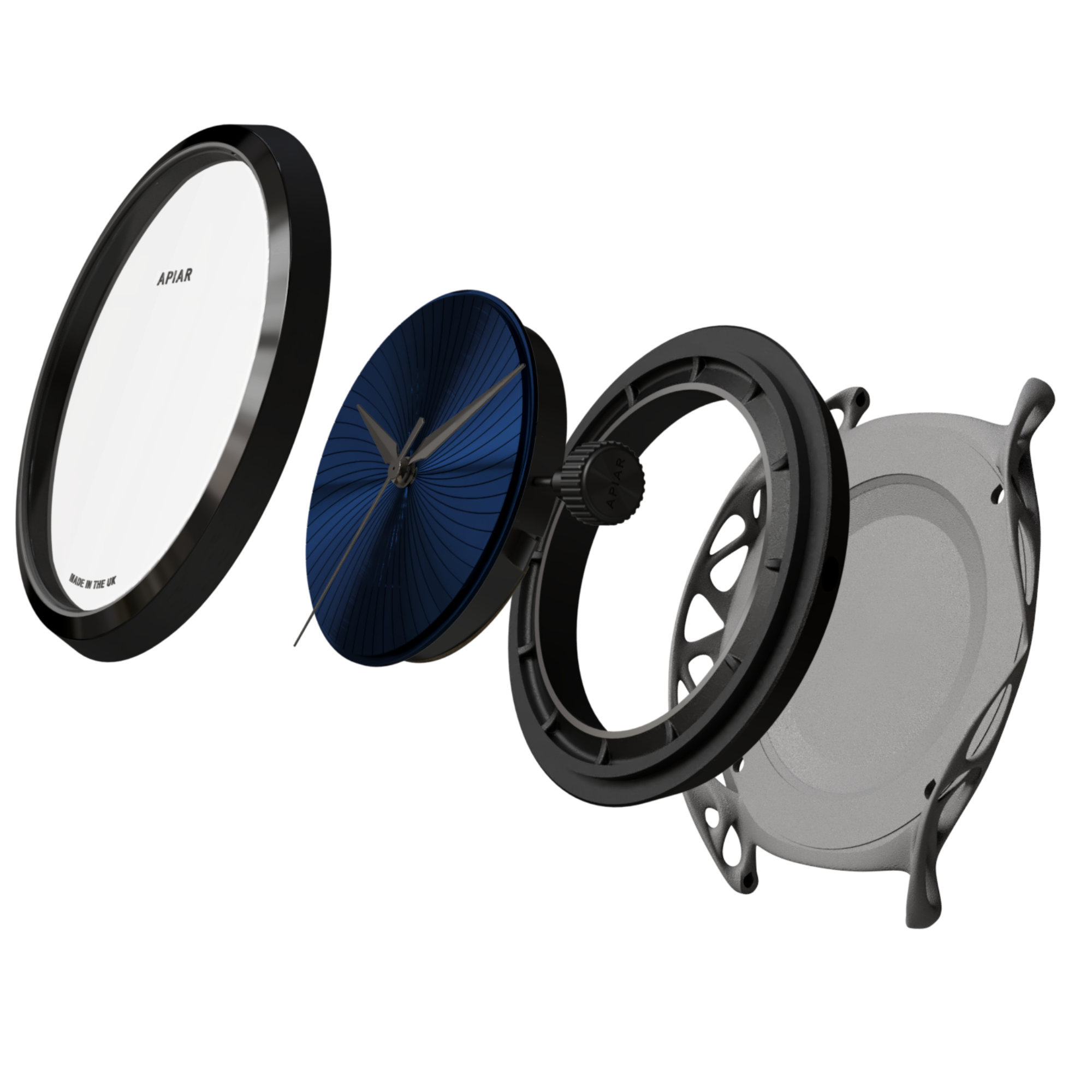
Impossible Engineering.
We use the exact same materials, additive manufacturing techniques, and precision engineering that you'll find in £5 million hypercars and orbital rocket engines. We figured if it's good enough for them, it's good enough for the watch on your wrist. So how do we build them?
Build British.
explore who we partner with to build our watches

Explore partners
Select a pin on the map to learn more about the incredible manufacturing partners Apiar works with across the UK. Focus on high-precision engineering.
1. Start with the best materials
-
We use grade 23 titanium - a better choice than the grades 2 and 5 titanium commonly used in watchmaking.
-
Grade 23 is tougher (more resistant to fracturing) and even friendlier to skin (‘biocompatibility’), thanks to its very low oxygen content (0.013%).
-
That’s why it’s commonly used by aerospace and biomedical companies. If it’s good enough for them…
2. Fire up the lasers!
-
Our process is called Laser Powder Bed Fusion (L-PBF).
-
This builds the watches using lasers to ‘sinter’ titanium powder - heating it to over 1,660°C, at high pressure, to form a solid shape.
-
It does this one layer at a time - each one is just 0.06mm thick - until the complex and unique case is complete.
-
If you’re an engineer (or just a massive geek) we use the latest Renishaw 500Q Flex machines. They’re good!
3. Prepare the case for heating
-
Because we use titanium powder, at this stage the cases are a bit…powdery. So the machine uses fine brushes to remove 99% of any powder that’s left behind.
-
We then shake things up, putting the cases in a high-frequency oscillating machine. This helps get rid of any final specks left inside the complex geometrical shapes.
4. Turn up the heat
-
Next up, we put the cases in a precisely controlled furnace, heating them at 850°C for two hours, a process called ‘annealing’.
-
Heat treatment helps make the cases stronger, relieving any residual stresses and making sure we’re making the most of the mechanical properties of the grade 23 titanium.
5. A sharp cut and finish
-
During the build process, the cases are welded to a ‘build plate’ - so they need to be removed.
-
We do this using Electrical Discharge Machining, a non-traditional type of precision engineering, using heat to cut the cases away, rather than mechanical force.
-
Once the cases are detached, we carry out the final ‘finishing’ - just enough to make them look sharp and feel good, but not so much that it removes the distinctive hallmarks of the additive manufacturing process.